

- 产品介绍
- 尺寸图
- 注意事项
- 应用
- 价格及周期
- 意见反馈
哈尔滨芯明天科技有限公司提供高品质单层压电元件,在形状及尺寸方面可广泛选择。我们可以生产很宽的尺寸范围的管状压电陶瓷元件,外径可生产5mm至140mm,以适合您的特殊应用。
芯明天单层压电陶瓷(又常被称作超声陶瓷)内部仅含有一层压电陶瓷层,且内部无电极层,仅有外部表面的电极层,不像多层叠堆压电陶瓷,内部具有很多陶瓷层及电极层。在不破坏单层陶瓷对应正、负电极情况下,可进行切割使用。
| 单层与多层压电陶瓷对比 | ||
|
产品属性 |
单层压电陶瓷 |
多层压电叠堆陶瓷 |
|
外观 |
|
|
|
驱动电压 |
高(约1kV/mm) |
低(60V/150V/200V) |
|
位移形变量 |
小,纳米量级 |
大,微米量级 |
|
谐振频率 |
100k~6.6MHz |
几十~几百kHz |
|
静电容量 |
几nF |
几十nF~几十μF |


| 芯明天单层压电陶瓷外观及尺寸 | |
|
外观 |
尺寸 |
|
|
Tube/管状 |

芯明天单层压电陶瓷电极

芯明天单层压电陶瓷通常为丝网印刷银电极,厚度约几微米至几十微米,也可定制镍、金、镀银等电极。 单层压电陶瓷片的标准电极为上下面,一面为正极、一面为负极;管状单层陶瓷的标准电极为内外壁电极,内壁为正极、外壁为负极。 除
标准电极外,我们也可提供特殊电极,如电极延覆WAE(Wraped Around Electrode),可将正负电极引至同一侧,如下图所示,为标准可选的WAE电极形式,一般从另一面延覆来的电极为负极,另一区域为正极,如下图标记。

单层压电陶瓷的耐压值
单层压电陶瓷所能承受的电压值与厚度有关,一般1mm厚陶瓷可承受1kV的电压,2mm厚陶瓷可承受2kV电压,以此类推。
Tube管状陶瓷的耐压值与壁厚有关,一般1mm壁厚陶瓷可承受1kV的电压,2mm厚陶瓷可承受2kV电压,以此类推。
芯明天单层压电陶瓷的材料对应典型应用
NCE40:超声清洗、水下超声、医疗应用-化妆品、压电马达驱动、谐振模式应用。
NCE41:超声清洗、超声雾化器、水下超声、医疗应用、压电马达驱动、谐振模式应用、点火挤压式。
NCE80:超声焊接、高频声呐、高频医疗应用。
NCE81:超声焊接、超声解胶剂、高频及高功率声呐、高频及高功率医疗应用。
NCE51:低功率及低频超声/声传感器、力及超声拾音器、超声传感器/接收器系统、传感器、加速度计、水听器、流量计、无损检测NDT、促动器(Bulk及单层的叠堆)。
NCE53:剪切加速度计、陀螺仪、一般所有要求高温及时间稳定性的应用。
NCE56:医疗成像、水诊器、NDT无损检测、促动器、一般所有既要求高介电常数又要求高压常数的应用。
NCE55:医疗成像、水诊器、NDT无损检测、促动器、喷墨打印机、宽带传感器阵列和成像系统、要求高介电常数及高压电常数、温度限制的应用。
注:材料参数请详见技术参数。
单层压电陶瓷的谐振频率
Tube管状压电陶瓷至少具有两个谐振频率,即轴向、径向谐振频率,它的径向谐振频率与外径、壁厚等有关。
Tube管状陶瓷轴向(即高度方向)的谐振频率可通过以下公式进行估算:
F=0.002*N/(OD–ID)
N:厚度方向频率常数, 取决于材料,详见材料参数工作表,
OD:外径[mm] , ID:内径[mm] , 此计算值为为估计值。
例如:N40 Tube OD39-ID32-TH13,计算得它的轴向谐振频率约为550kHz。
将压电陶瓷装入设备中后,陶瓷的谐振频率将降低,具体参数需要进行结构分析。
单层压电陶瓷的位移估算
利用逆压电效应,即对压电陶瓷施加电压,压电陶瓷受电场影响将产生形变位移。
1、位移的粗略估计
单层压电陶瓷一般在耐压值下的位移约为位移方向长度的1‰,例如1mm厚陶瓷片,它的耐压值为1000V,在1000V下,它产生的位移约为1μm。
2、片状单层压电陶瓷的位移估算:
其中:
U:施加电压[V] , H:陶瓷高度[m] , E:电场强度[V/m] , d:压电系数[m/V] , W:陶瓷宽度[m]
由以上公式可知:片状单层压电陶瓷的位移只与材料及所给电压有关,而对于同一种材料,不同高度的陶瓷片,只要施加相同电压(切记:电压不可超出所能承受的电压),所产生的位移基本相同。
其他形状也可根据此计算公式进行估算位移情况。
3、单层陶瓷工作在谐振频率点时产生的振动幅度大。
作为传感或发电时,输出电压估算
单层压电陶瓷作为传感器时是利用它的正压电效应,即通过施加外力使之产生形变,从而输出电荷。
圆片输出电压理论估算公式:

g33:为材料常数 , F:为力,单位 , H:为高度 , R:为圆片的半径
例如: 圆片NCE41-Disc-OD20-TH5,NCE41材料系数为25.5*10-3,当施加12500N力时,理论估算所产生的电压为5000V。 管状单层压电陶瓷的输出电压应减去内径计算出的电压值。
单层压电陶瓷用来发电产生的功率,在谐振频率下,可达40-50W/cm3,芯明天单层压电陶瓷在谐振频率下产生功率材料为NCE81材料。
单层陶瓷驱动电源
芯明天公司不仅可提供单层压电陶瓷,且可提供单层压电陶瓷驱动电源,频率可提供小至几赫兹,大至上兆频率的驱动电源,基本参数如下:
| 单层陶瓷驱动电源基本参数 | |||
|
型号 |
输出电压V |
输出功率W |
带宽(-3dB) |
|
E01/00 |
120V |
20W |
0~50KHZ |
|
50V |
20W |
0~100KHZ |
|
|
40V |
20W |
0~150KHZ |
|
|
E2031 |
300V |
18W |
0~500kHz |
|
E4011 |
160V |
80W |
0~1MHz |
|
E2021 |
170V |
42.5W |
0~1.5MHz |
|
E1200 |
35V |
17.5W |
0~24MHz |
该产品为进口产品,一般以批量定制为主,所以我们不将压电陶瓷元件作为标准品提供。但在国外也会有部分型号的库存,可从库存中选取型号进行性能测试,且供货时间短,成本易控制。请与销售工程师联系索取库存型号。
粗糙度:Rz 5-10,Ra 0,7-1,3。
平面度: +/-10µm,取决于尺寸,尺寸小,平面度高。
声阻抗: 径向振荡,NCE41材料约36MRayl,NCE51材料约30MRayl。
输出功率: 输出功率与陶瓷振动的频率及驱动电压等有关,没有计算公式,但在谐振点上最高可输出40-50W/cm3
| 单层压电陶瓷材料参数 | ||||||||||||
|
性能 |
符号与单位 |
NCE40 |
NCE41 |
NCE46* |
NCE51 |
NCE53 |
NCE55 |
NCE56 |
NCE57* |
NCE59* |
NCE80 |
NCE81 |
|
介电性能(公差+/-10%) |
|
|
||||||||||
|
相对介电系数 |
εT33 / ε0 |
1250 |
1350 |
1300 |
1900 |
1600 |
5000 |
2900 |
1800 |
2900 |
1050 |
1020 |
|
介质损耗因数 |
tgδ [10-4] |
25 |
40 |
30 |
150 |
130 |
220 |
140 |
170 |
190 |
20 |
17 |
|
介质损耗因数在400V/mm |
tgδ [10-4] |
140 |
200 |
|
|
|
|
|
|
|
100 |
60 |
|
机电性能(公差+/-5%) |
||||||||||||
|
耦合系数** |
kp |
0.58 |
0.57 |
0.57 |
0.65 |
0.56 |
0.62 |
0.64 |
0.59 |
0.64 |
0.55 |
0.55 |
|
|
k31 |
0.34 |
0.33 |
0.33 |
0.38 |
0.32 |
0.39 |
0.37 |
0.33 |
0.37 |
0.30 |
0.30 |
|
|
k33 |
0.70 |
0.68 |
0.68 |
0.74 |
0.65 |
0.72 |
0.74 |
0.70 |
0.75 |
0.68 |
0.69 |
|
|
kt |
0.50 |
0.50 |
0.47 |
0.50 |
0.47 |
0.50 |
0.50 |
0.47 |
0.52 |
0.48 |
0.47 |
|
压电常数 |
-d31 [10-12 C/N] |
140 |
130 |
130 |
195 |
150 |
260 |
250 |
170 |
240 |
100 |
100 |
|
|
d33 [10-12 C/N] |
320 |
310 |
290 |
443 |
360 |
670 |
580 |
425 |
575 |
240 |
255 |
|
压电电压常数 |
-g31[10-3 Vm/N] |
11 |
11 |
11 |
13 |
9 |
9 |
9 |
11 |
10 |
11 |
11 |
|
|
g33 [10-3Vm/N] |
27 |
25 |
28 |
26 |
23 |
19 |
20 |
27 |
23 |
27 |
28 |
|
频率常数*** |
NEp [m/s] |
2160 |
2280 |
2230 |
1925 |
2180 |
1970 |
2000 |
2010 |
1970 |
2270 |
2320 |
|
|
NDt [m/s] |
1980 |
2000 |
2040 |
2000 |
2040 |
1990 |
2030 |
1950 |
1960 |
2050 |
2130 |
|
|
NE1 [m/s] |
1470 |
1600 |
1500 |
1370 |
|
|
1530 |
1400 |
1410 |
1610 |
1630 |
|
|
ND3 [m/s] |
1340 |
1500 |
1800 |
1320 |
|
|
1400 |
1500 |
1500 |
1500 |
1500 |
|
物理性质(公差+/-5%) |
||||||||||||
|
机械品质因数 |
Qm |
700 |
1400 |
>1000 |
80 |
80 |
70 |
80 |
80 |
90 |
1000 |
1400 |
|
密度 |
ρ [103 kg/m3] |
7.75 |
7.90 |
7.70 |
7.85 |
7.60 |
8.00 |
7.65 |
7.70 |
7.45 |
7.80 |
7.73 |
|
弹性参数 |
sE11 [10-12m2/N] |
13 |
13 |
13 |
16 |
16 |
17 |
18 |
17 |
17 |
11 |
16 |
|
|
sE33 [10-12 m2/N] |
17 |
16 |
20 |
19 |
18 |
21 |
20 |
23 |
23 |
14 |
17 |
|
居里温度 |
Tc[°C] |
318 |
284 |
330 |
360 |
340 |
159 |
242 |
350 |
235 |
307 |
307 |
|
*) 只能用于生产叠堆型陶瓷。 |
||||||||||||
|
以上所列参数值仅作为参考目的,不能无条件适用于所有形状及尺寸。参数变化将取决于元件的实际形状、表面处理、形成过程和后期处理等。 |
||||||||||||
| 尺寸 | |||||||||||||||||
|
外径OD (mm) |
厚度TH*(mm) |
WTH**(mm) |
|||||||||||||||
|
1 |
5 |
10 |
15 |
20 |
25 |
30 |
35 |
40 |
45 |
50 |
55 |
60 |
1 |
2 |
2.5 |
5 |
|
|
5 |
√ |
√ |
√ |
√ |
|||||||||||||
|
8 |
√ |
√ |
√ |
√ |
√ |
√ |
√ |
√ |
|||||||||
|
10 |
√ |
√ |
√ |
√ |
√ |
√ |
√ |
√ |
|||||||||
|
15 |
√ |
√ |
√ |
√ |
√ |
√ |
√ |
√ |
√ |
√ |
√ |
√ |
|||||
|
20 |
√ |
√ |
√ |
√ |
√ |
√ |
√ |
√ |
√ |
√ |
√ |
√ |
|||||
|
25 |
√ |
√ |
√ |
√ |
√ |
√ |
√ |
√ |
√ |
√ |
√ |
√ |
|||||
|
30 |
√ |
√ |
√ |
√ |
√ |
√ |
√ |
√ |
√ |
√ |
√ |
√ |
|||||
|
35 |
√ |
√ |
√ |
√ |
√ |
√ |
√ |
√ |
√ |
√ |
√ |
√ |
|||||
|
40 |
√ |
√ |
√ |
√ |
√ |
√ |
√ |
√ |
√ |
√ |
√ |
√ |
|||||
|
50 |
√ |
√ |
√ |
√ |
√ |
√ |
√ |
√ |
√ |
√ |
√ |
√ |
|||||
|
55 |
√ |
√ |
√ |
√ |
√ |
√ |
√ |
√ |
√ |
√ |
√ |
√ |
|||||
|
60 |
√ |
√ |
√ |
√ |
√ |
√ |
√ |
√ |
√ |
√ |
√ |
√ |
|||||
|
65 |
√ |
√ |
√ |
√ |
√ |
√ |
√ |
√ |
√ |
√ |
√ |
√ |
|||||
|
70 |
√ |
√ |
√ |
√ |
√ |
√ |
√ |
√ |
√ |
√ |
√ |
√ |
|||||
|
80 |
√ |
√ |
√ |
√ |
√ |
√ |
√ |
√ |
√ |
√ |
√ |
√ |
|||||
|
90 |
√ |
√ |
√ |
√ |
√ |
√ |
√ |
√ |
√ |
√ |
√ |
√ |
|||||
|
100 |
√ |
√ |
√ |
√ |
√ |
√ |
√ |
√ |
√ |
√ |
√ |
√ |
|||||
|
110 |
√ |
√ |
√ |
√ |
√ |
√ |
√ |
√ |
√ |
√ |
√ |
√ |
|||||
|
120 |
√ |
√ |
√ |
√ |
√ |
√ |
√ |
√ |
√ |
√ |
√ |
√ |
|||||
|
140 |
√ |
√ |
√ |
√ |
√ |
√ |
√ |
√ |
|||||||||
|
|

压电陶瓷片引线焊接注意事项
将电线焊接到丝网印刷的银电极上可以实现出色且稳定的连接。但是,有时会出现润湿银表面上的焊锡的问题,因此焊接会很困难。
这种现象主要是由于大气中的硫酸分子与银表面发生反应,随后在零件表面形成了一层硫化银层。该层的形成和高度受时间、pH、湿度等多种因素的影响。
为了在任何时候都能避免此类问题,因此可以考虑在焊接前轻轻清洁零件上的外部电极。玻璃刷或钢丝绒对于此操作非常有用。
我们建议使用250到325℃之间的焊接温度。银可溶于焊锡,如果焊锡时间过长,电极会完全溶解在焊锡中。为了增加可能的焊接时间,我们建议使用银含量为2-4%的焊锡。即使使用这种类型的锡增加了可能的焊接时间,我们仍然建议焊接时间不要超过2-3秒,以尽量减少热传递到压电陶瓷产品,从而避免压电陶瓷材料去极化的风险。
焊点居中焊接,在保证可靠性的前提下,使焊点尽可能小,两侧焊点大小一致。焊接完成后,可使用热塑管对压电陶瓷及两根陶瓷线进行束缚,避免在上电时拉扯造成焊点脱落。
焊锡材料
焊接材料必须含有Ag。我们推荐以下标准和超高真空应用:
96SC锡/银/铜,带多芯助焊剂(助焊剂型Crystal 400)。
推荐工艺
电线是预先焊接的。
使用玻璃刷去除银电极表面的氧化层。
烙铁温度大约是“285ºC”。
电极表面预焊接如下:
•洛铁尖端熔化少量焊接材料。
•烙铁保持在电极表面约1秒钟
•使用更多的焊接材料来形成一个小的圆形焊接点。
•预焊接的引线放置在圆形焊接点的顶部并焊接在一起。
•如有必要,应用焊接材料。
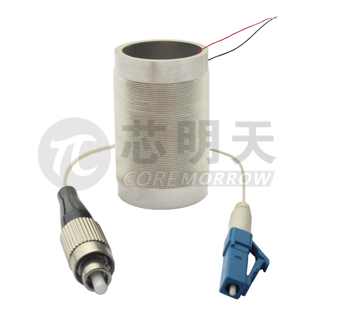
光纤拉伸
| 单层压电陶瓷元件价格及周期 | |||
|
类型 |
产品图片 |
最低价格元/个(含税) |
供货周期 |
|
圆片型 |
|
100 |
2-3周 |
|
方片型 |
|
100 |
|
|
环形 |
|
100 |
|
|
管型 |
|
360 |
|



单层压电陶瓷元件的价格根据产品尺寸大小,材料,电极等参数的不同而不同,以下为单个各系列产品的价格,批量价格请来电咨询销售工程师。
