

- 产品介绍
- 注意事项
- 意见反馈
| 方片 | |||||||
|
形状 |
长度 |
宽度 |
高度 |
材料 |
电极 |
静电容量 |
谐振频率 |
|
方片 |
7mm |
7mm |
0.2mm |
850 |
上下面电极 |
4.12nF |
10.2MHz |
| 技术参数 | |||||||||||
|
材料 |
PZT4 |
PZT5 |
|
PZT8 |
|||||||
|
840 |
841 |
842** |
844** |
850 |
851** |
854 |
855 |
860 |
880 |
881** |
|
|
相对介电常数 |
|||||||||||
|
KT |
1275 |
1375 |
1375 |
1500 |
1900 |
1950 |
2750 |
3300 |
1200 |
1050 |
1030 |
|
介电损耗因数(%)* |
|||||||||||
|
tan δ |
0.60 |
0.40 |
0.45 |
0.40 |
≤ 2.00 |
1.50 |
≤ 2.00 |
≤ 2.50 |
≤2.00 |
0.40 |
0.40 |
|
居里温度 (°C) |
|||||||||||
|
Tc |
325 |
320 |
325 |
320 |
360 |
360 |
250 |
200 |
360 |
310 |
310 |
|
机电耦合系数 |
|||||||||||
|
kp |
0.59 |
0.60 |
0.65 |
0.68 |
0.63 |
0.71 |
0.66 |
0.68 |
0.50 |
0.50 |
0.58 |
|
k33 |
0.72 |
0.68 |
- |
- |
0.72 |
- |
0.68 |
0.76 |
0.45 |
0.62 |
- |
|
k31 |
0.35 |
0.33 |
- |
- |
0.36 |
- |
- |
0.40 |
- |
0.30 |
- |
|
k15 |
0.70 |
0.67 |
- |
- |
0.68 |
- |
- |
0.66 |
- |
0.55 |
- |
|
kt |
- |
- |
0.48 |
0.48 |
- |
0.51 |
- |
- |
- |
- |
0.46 |
|
压电系数 (10-12 C/N or 10-12 m/V) |
|||||||||||
|
d33 |
290 |
300 |
300 |
300 |
400 |
400 |
600 |
630 |
380 |
215 |
220 |
|
-d31 |
125 |
109 |
- |
- |
175 |
- |
260 |
276 |
- |
95 |
- |
|
d15 |
480 |
450 |
- |
- |
590 |
- |
625 |
720 |
- |
330 |
- |
|
压电电压常数 (10-3 Vm/N or 10-3 m2/C) |
|||||||||||
|
g33 |
26.5 |
25.5 |
26.3 |
24.5 |
24.8 |
24.8 |
25.5 |
21.0 |
38.0 |
25.0 |
26.7 |
|
-g31 |
11.0 |
10.5 |
- |
- |
12.4 |
- |
- |
9.0 |
- |
10.0 |
- |
|
g15 |
38.0 |
35.0 |
- |
- |
36.0 |
- |
- |
27.0 |
- |
28.0 |
- |
|
杨氏模量 (1010 N/m2) |
|||||||||||
|
YE11 |
8.0 |
7.6 |
8.0 |
7.6 |
6.3 |
6.3 |
6.0 |
5.9 |
- |
9.0 |
9.0 |
|
YE33 |
6.8 |
6.3 |
6.8 |
6.3 |
5.4 |
5.4 |
5.2 |
5.1 |
- |
7.2 |
7.2 |
|
频率常数 (Hz*m or m/s) |
|||||||||||
|
NL (长度方向) |
1524 |
1700 |
- |
- |
1500 |
- |
- |
1390 |
- |
1725 |
- |
|
NT (厚度方向) |
2005 |
2005 |
2050 |
2050 |
2040 |
2040 |
2000 |
2079 |
1390 |
2110 |
2050 |
|
NP (水平方向) |
2130 |
2055 |
2230 |
2250 |
1980 |
2080 |
1972 |
1920 |
1900 |
2120 |
2300 |
|
密度 (g/cm3) |
|||||||||||
|
ρ |
7.6 |
7.6 |
7.6 |
7.7 |
7.6 |
7.6 |
7.6 |
7.6 |
6.6 |
7.6 |
7.6 |
|
机械品质因数 |
|||||||||||
|
Qm |
500 |
1400 |
600 |
1500 |
80 |
80 |
70 |
65 |
50 |
1000 |
1000 |
|
声学阻抗 (Mrayl) |
- |
- |
- |
- |
31.5 |
- |
- |
- |
16.5 |
- |
- |
*@1 kHz, 低电场
**842,844,851,881为库存产品材料参数参考,不能做为定制材料使用。
材料参数标准公差:

可根据要求提供更严格公差 电容: ±20% d33: ±20% 频率: ±5%(频率公差为±0.5%可根据要求提供)
电极:
标准电极为银电极,可选金、镍等。标准电极形式为Solid上下全面电极,Tube管状为内外壁电极,内壁为正极,外壁为负极,其他电极形式可定制。
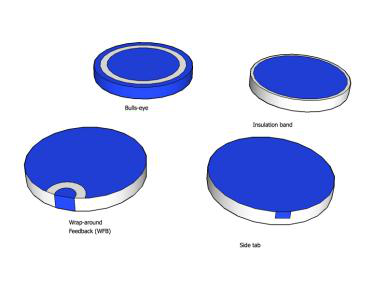
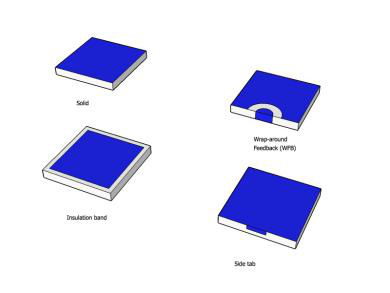
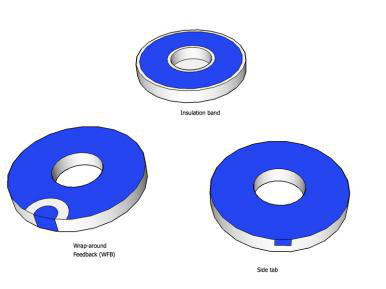
圆片: 方片: 环片:
| 耐压值 | |||
|
材料 |
PZT4 |
PZT5 |
PZT8 |
|
交流驱动AC |
360~440V/mm |
200~280V/mm |
360~440V/mm |
|
直流驱动DC |
720~880V/mm |
400~560V/mm |
720~880V/mm |
|
可定制耐压值1000V/mm。 |
|||
最大工作温度
居里温度的一半,取决于材料
| 尺寸公差 | |
|
标准值 |
公差(±) |
|
圆片/环片/管状:外径 |
|
|
<25 mm |
0.25 mm |
|
≥25 mm to <38 mm |
0.38 mm |
|
≥38 mm to <50 mm |
0.60 mm |
|
≥50 mm |
1.00 mm |
|
环片/管状:内径 |
|
|
<6 mm |
0.25 mm |
|
≥6 mm to <13 mm |
0.38 mm |
|
≥13 mm to <25 mm |
0.50 mm |
|
≥25 mm |
0.60 mm |
|
方片:长度或宽度 |
|
|
<13 mm |
0.13 mm |
|
≥13 mm to <25 mm |
0.25 mm |
|
≥25 mm to 38 mm |
0.38 mm |
|
≥38 mm to <50 mm |
0.60 mm |
|
≥50 mm |
1.00 mm |
|
厚度 |
|
|
0.20 mm to <5.00 mm |
0.025 mm |
|
≥5.00 mm |
0.05 mm |
|
位移计算公式: 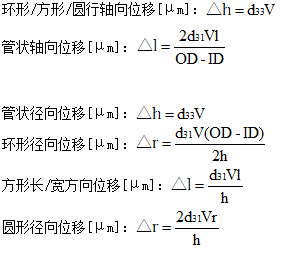
d33:压电系数,取决于材料 |
电容计算公式: 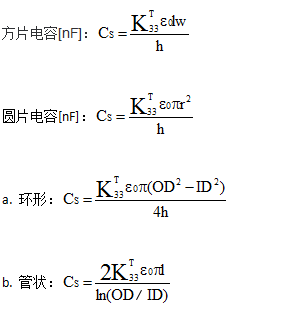
KT33:相对介电常数,取决于材料 |
谐振频率计算公式: 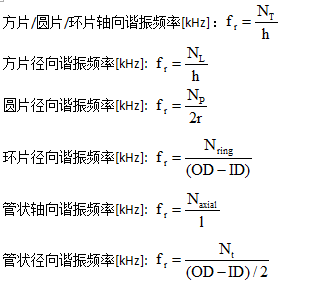
NT,NL,NP,Nring,Naxial:频率常数,取决于材料 |
|
作为传感时,静态输出电压计算公式: 
g33:压电电压常数,取决于材料 |
可承受压力范围: 在压缩方向,PZT每平方英寸可以承受大约15000磅的压力。在拉伸方向,大约是1000~1500。 |
可定制尺寸范围:
最薄可做到0.2mm。 |
压电陶瓷片引线焊接注意事项
将电线焊接到丝网印刷的银电极上可以实现出色且稳定的连接。但是,有时会出现润湿银表面上的焊锡的问题,因此焊接会很困难。
这种现象主要是由于大气中的硫酸分子与银表面发生反应,随后在零件表面形成了一层硫化银层。该层的形成和高度受时间、pH、湿度等多种因素的影响。
为了在任何时候都能避免此类问题,因此可以考虑在焊接前轻轻清洁零件上的外部电极。玻璃刷或钢丝绒对于此操作非常有用。
我们建议使用250到325℃之间的焊接温度。银可溶于焊锡,如果焊锡时间过长,电极会完全溶解在焊锡中。为了增加可能的焊接时间,我们建议使用银含量为2-4%的焊锡。即使使用这种类型的锡增加了可能的焊接时间,我们仍然建议焊接时间不要超过2-3秒,以尽量减少热传递到压电陶瓷产品,从而避免压电陶瓷材料去极化的风险。
焊点居中焊接,在保证可靠性的前提下,使焊点尽可能小,两侧焊点大小一致。焊接完成后,可使用热塑管对压电陶瓷及两根陶瓷线进行束缚,避免在上电时拉扯造成焊点脱落。
焊锡材料
焊接材料必须含有Ag。我们推荐以下标准和超高真空应用:
96SC锡/银/铜,带多芯助焊剂(助焊剂型Crystal 400)。
推荐工艺
电线是预先焊接的。
使用玻璃刷去除银电极表面的氧化层。
烙铁温度大约是“285ºC”。
电极表面预焊接如下:
•洛铁尖端熔化少量焊接材料。
•烙铁保持在电极表面约1秒钟
•使用更多的焊接材料来形成一个小的圆形焊接点。
•预焊接的引线放置在圆形焊接点的顶部并焊接在一起。
•如有必要,应用焊接材料。
